はじめに
前回、同様のタイトルでkeyball39のケースを自作してみました。前回の記事はこちら。
半年前の当時は、3Dモデリングが全くわからない状態で真似事のようにケースを作っていました。そのときに比べると、今はいろんなものをモデリングしては3Dプリンターで作るようになり、少しずつ慣れてきたと感じてきました。
今回は半年ほどの集大成(?)だと勝手に思っています。
できたもの(写真あり)
最近は暑い時期が続くので、爽やかな水色でケースを作ってみました。


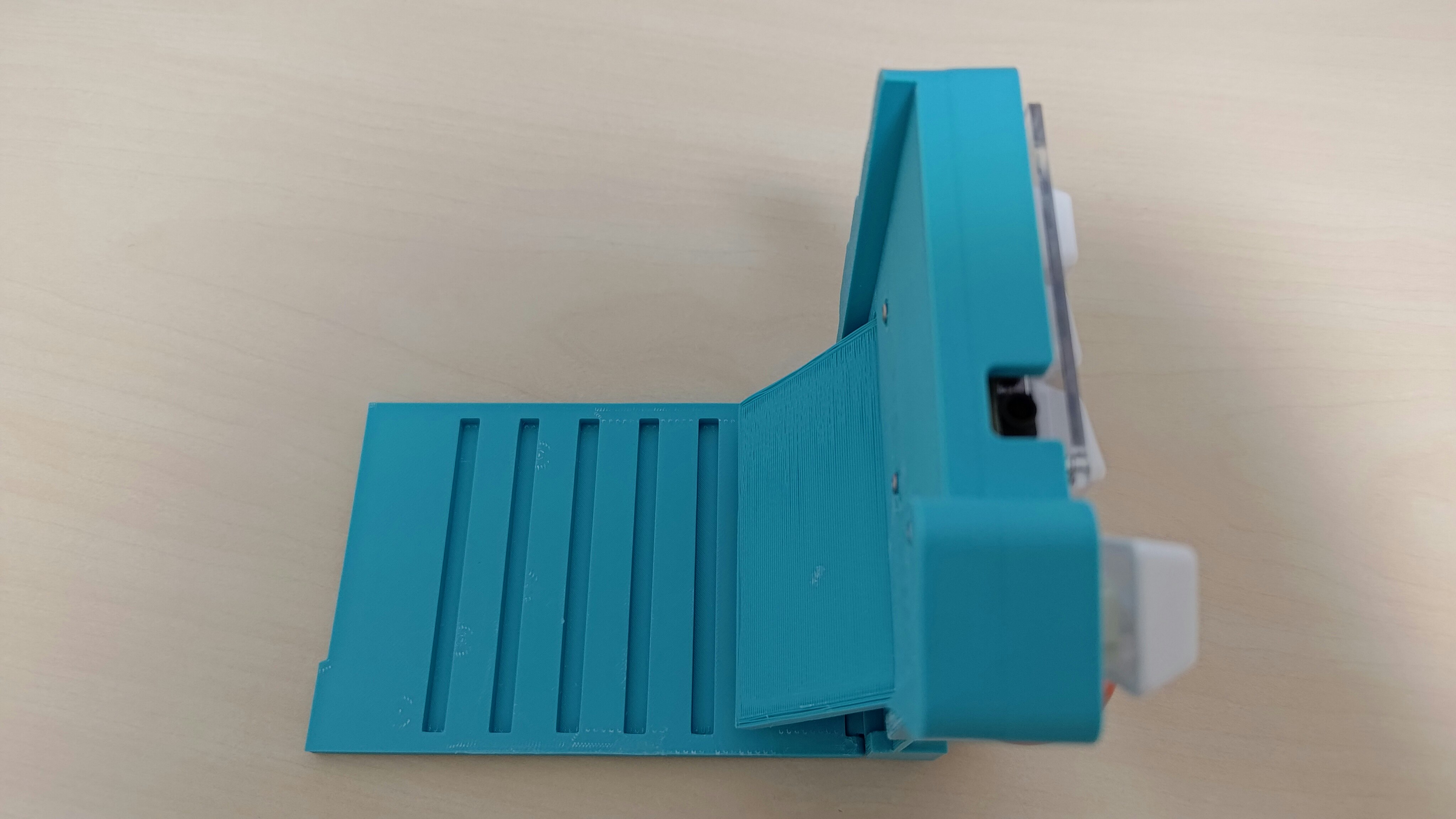
↑テンティングの角度が5段階で調整できるようになりました(角度については後述)。
前回作成したものと比較

- ケースの内寸を詰めた
- 前回はケース内側とkeyball39本体に1mmほど隙間がありましたが、今回は0.2mmくらいしかありません
- ケースの厚みを増した
- 前回は1.5mmの厚みでしたが、今回は4.5mmとかなり厚くしました
- ケースの存在感がより強くなり、キーボードとの分離感がはっきりとしたことで、見栄えが良くなった気がします
- キーボードを搭載する部分のケースの高さを低くした
- 前回は14mmの高さがあったのですが、それだと小指のキーを押すときに若干指がぶつかっていました
- 今回は10mmと低くしたことで、小指がケースと干渉することがなくなりました
- その代わりに、キースイッチが前作よりも見えるようになりました
-
テンティングの角度調整ができるようになった
- ここが一番の改良点です
- 前作はテンティング角度が1つのみでしたが、今回は5段階までテンティングの角度を調整できるように作りました
モデリング
前回に引き続き、blenderを使ってモデリングしました。
透けて見える縦状の5つの窪みが、テンティング用の窪みです。
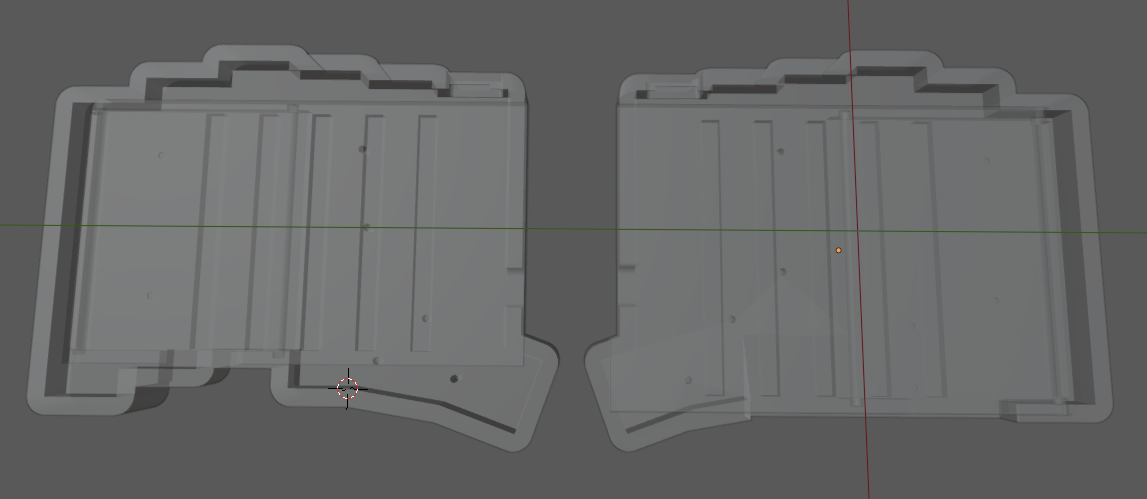
右手のケースを真横から見るとわかるのですが、上半分にkeyball39本体を載せ、下半分にはテンティング用のパーツを内蔵しています(左も同様)。
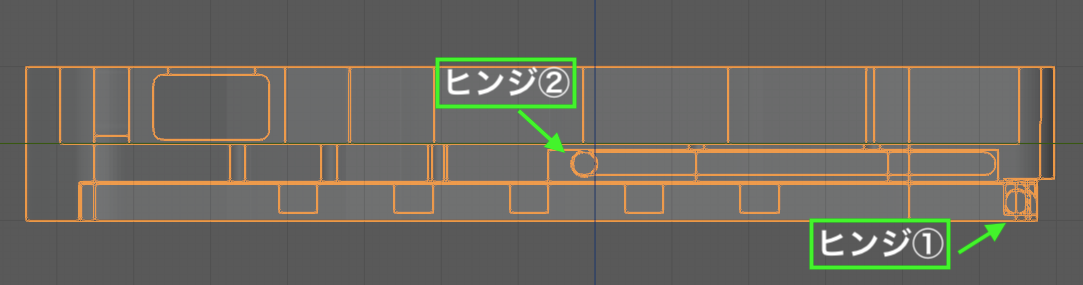
「ヒンジ①」はケースの上部と下部が分離できるようになっており、「ヒンジ②」では、ヒンジ①によって分離するケース底面に対して、テンティングの支柱を差し込むためのパーツがくっついています。
熱積層方式の3Dプリンターであれば、このヒンジに関するパーツは別々に出力する必要なく、一気に出力することができます。
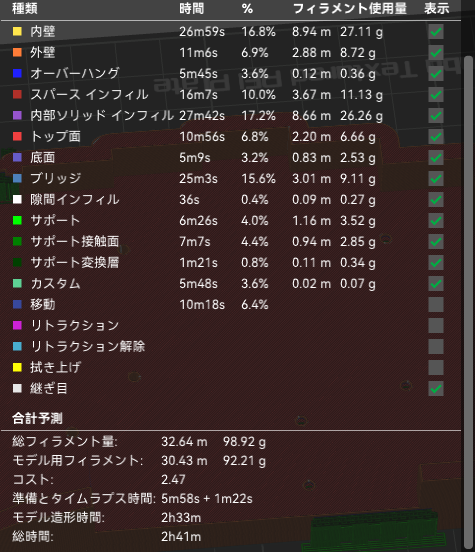
出力
左側のケースは約2.5h。
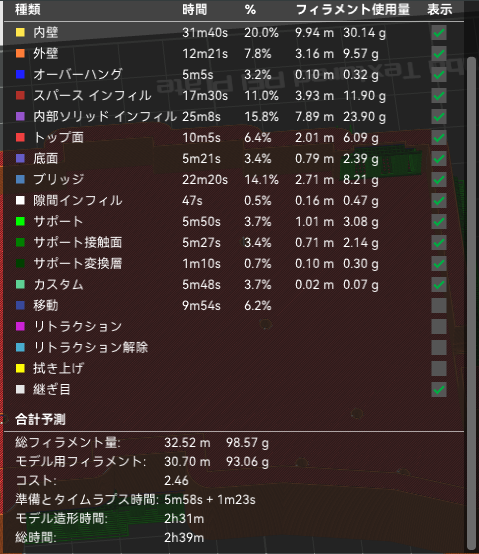
右側のケースも約2.5hで、それぞれ出力が完了しました。
今回は3Dプリンターで出力する際に、細かい調整も加えました。
- 壁面の順序を「外→内」に変更
- デフォルトだと「内→外」の順で出力される設定になっていますが、この順番を変えることで、造形物の見た目が多少良くなるみたいです
- 特に、今回作成したケースの場合、上半分と下半分で壁面の厚みが異なるため、出力したときに段差が発生してしまいます
- 壁面層数を2→4に増加
- 壁面層数とは、出力する造形物の最外側(=輪郭)の壁の数のことです
- この壁の数を増やすことで、出力したときの段差が軽減できるようです
下写真の矢印で指している線が、僕が先ほどから勝手に呼んでいる段差です。
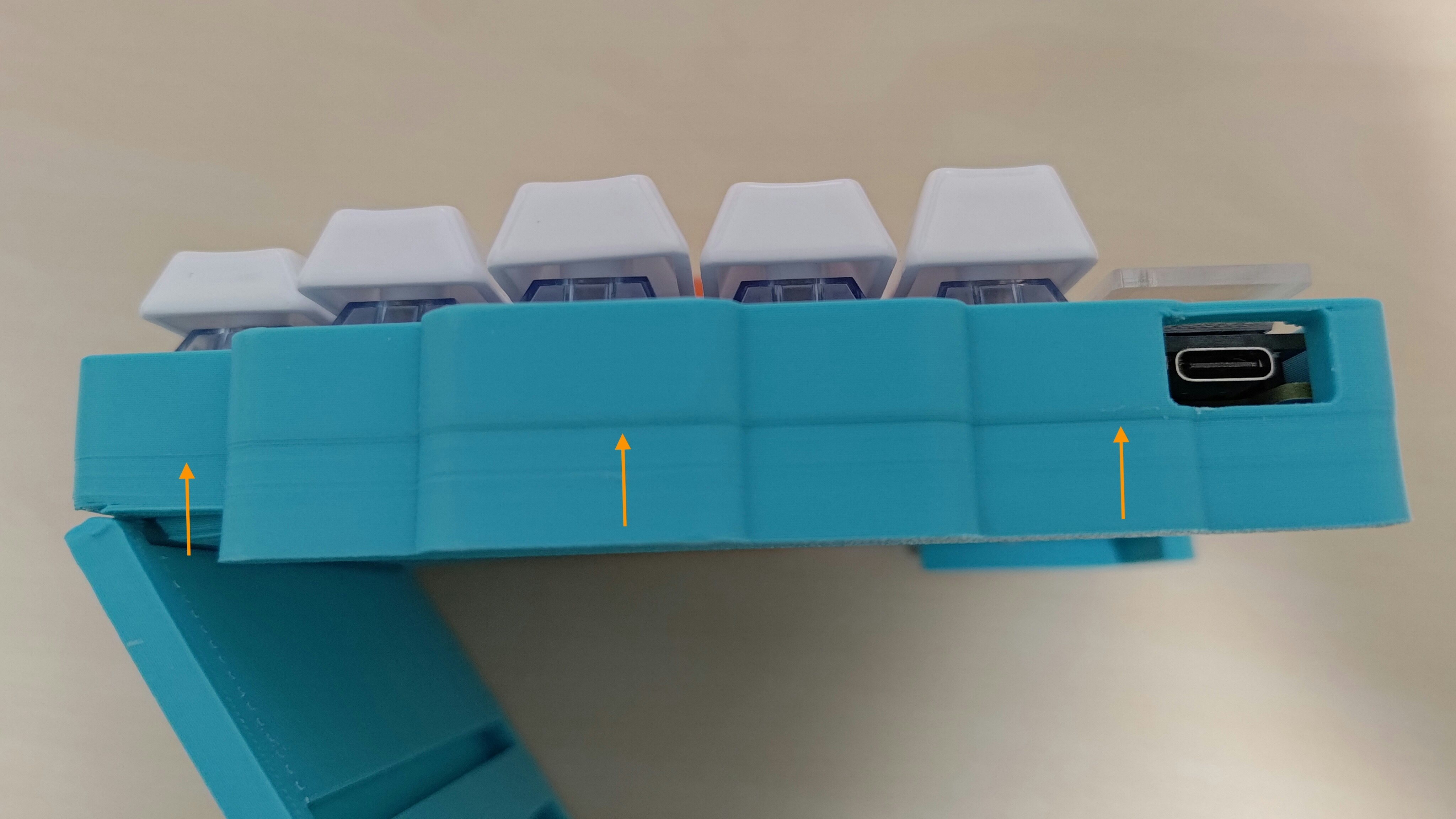
この段差を軽減するために細かい調整を試みたのですが、イマイチ段差を軽減できていない気がします..。
プロトタイプの段階ではありますが、PETG系の素材に対して上記の調整をしてみると、かなり段差が軽減できていたのですが。。PLA系だとなかなかうまくできませんでした。
どなたか、有識者の方がいましたらアドバイス欲しいですmm
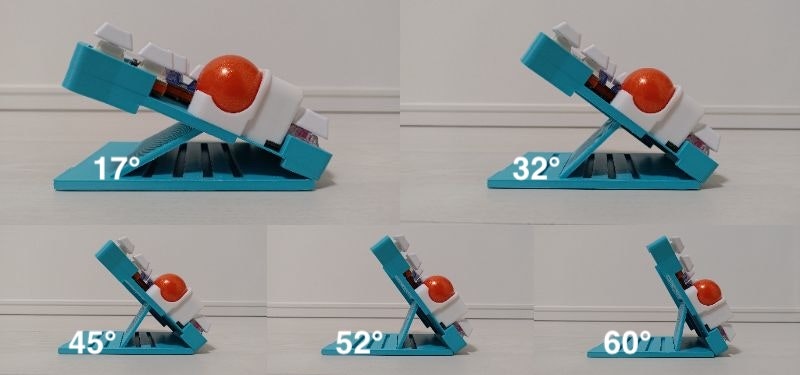
出力できたモノの角度は、それぞれ以下のようになっています。計算とか一切していないので、たまたまこの角度になったってだけです。
個人的には、17°と52°を好んでいます。
前回よりも苦戦したこと
- ケースを一から作り直した
- 前回のデータは一切使わずに、一から設計含め全て見直しました
- 2つのヒンジの作成が難しかった
- 2つのヒンジをなんとか10mm以内に埋めることを目標にしていたため、強度と利便性の調整が大変でした
- 最終的には、各ヒンジの直径を3mmにし、ヒンジ周りの空洞は0.3mm空けるようにしました
- キーボードを載せるための土台も確保することを考慮すると、結構ギリギリを攻めた結果です
- これが一番大変でした
- ケースの内寸を詰めた
- 内寸をギリギリまで詰めすぎてしまい、結果として出力時のわずかな誤差によってkeyball本体がケースに入らないことがありました
おわりに
前回同様、失敗作を量産しました。分解して確認したものが含まれていないので、もう少し失敗作はありますね。。
失敗作だけで、1kgのフィラメントをちょうど2巻使い切りました。
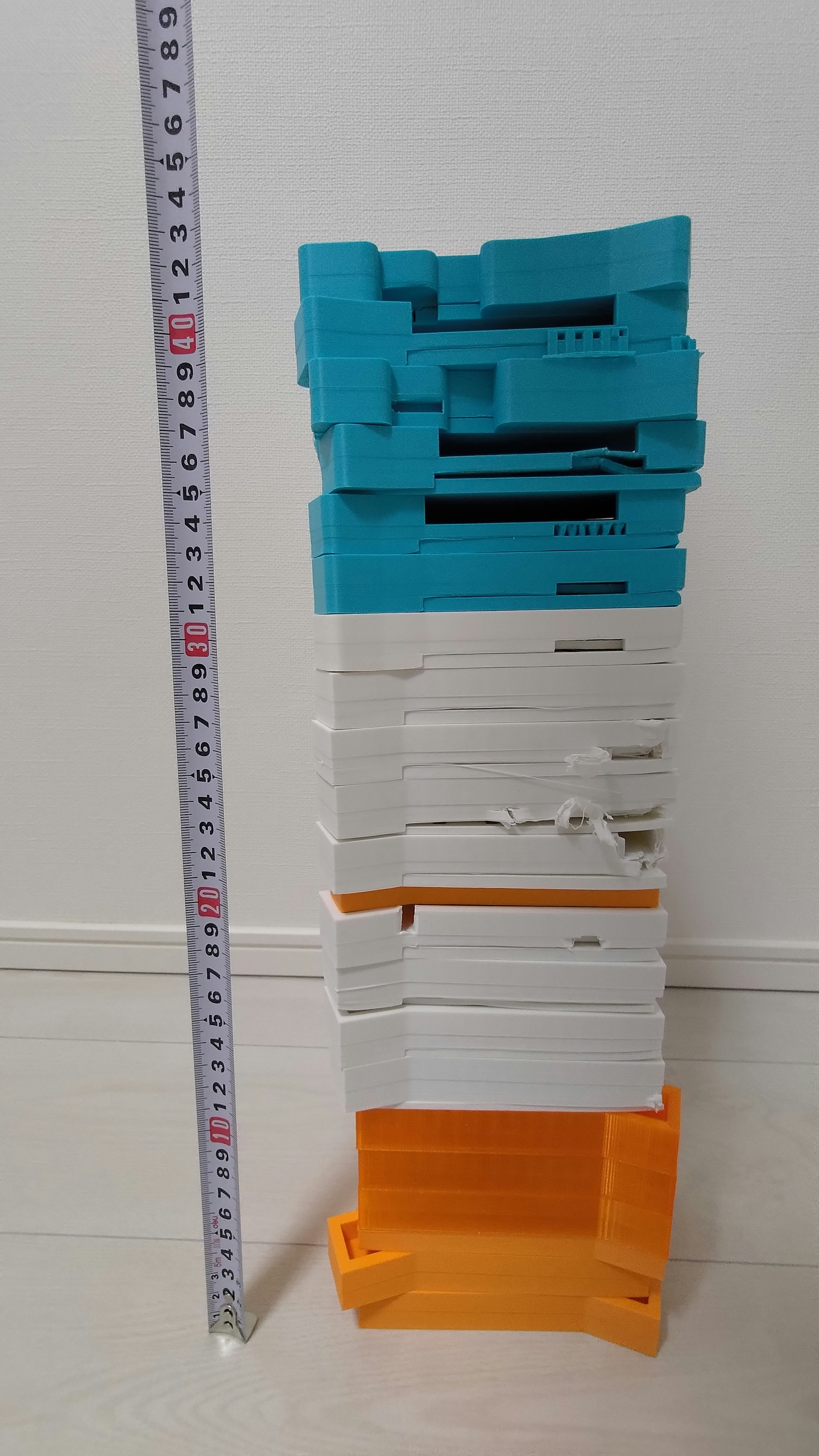
前回の倍くらい失敗してしまった点は反省です。ちゃんと設計をやらねば。
まだ改良点があるので、そこも後日調整したいと思っています。
例えば、底面がプラプラしている状態なので、それを固定できるようにするとか。