― INA231による RPM・消費電流・騒音の同時測定 ―
はじめに
ラジコンカー(ミニッツ)のデフギヤに、3Dプリンターで製作したモジュール0.5・8T×41T ハスバギヤペアを使用している。
走行中の騒音と消費電流を改善したいと考え、スライサーの水平拡張(Horizontal Expansion) という設定値を変えながら実測データで最適値を探った。そのデータをclaudeに見せて、解析と解説をさせて、この記事を作った。
結果として、0.01mm単位の水平拡張の違いが、消費電流・最大回転数・騒音のすべてに明確な差をもたらすことが確認できた。
ギヤの設計諸元
| 項目 | 仕様・値 |
|---|---|
| ギヤペア | 8T × 41T ハスバギヤ |
| 端面モジュール | 0.5(モジュール0.5平ギヤをねじれ角17°としたもの) |
| 法線モジュール | 0.4782(= 0.5 × cos17°) |
| ねじれ角 | 17° |
| 端面圧力角 | 20.837° |
| 8T基準円直径 | 4.000 mm |
| 8T設計外径 | 5.20mm(プリント後目標5.00mm) |
| 軸間距離 | 12.425 mm(理論値12.809mmより0.384mm短い) |
| スラスト力比 | 接線力の30.6% |
| 総噛み合い率 | 約2.21(歯幅4mm) |
軸間距離について
設計上の軸間距離は12.425mmであり、理論値(12.809mm)より0.384mm短い。これはシャーシ・ギヤボックスの物理的制約から先に決まった値であり、この固定された軸間距離に対して水平拡張を合わせることが今回の最適化の出発点となった。
設計思想:平ギヤにねじれ角を加えるだけ
このギヤペアの設計思想は極めてシンプルである。
出発点:
モジュール0.5・8T×41Tの
標準的な平ギヤ設計
(歯幅4mm)
そこにねじれ角17°を加えた
追加コスト:0円
寸法変更 :なし
この「ねじれ角を加えるだけ」という操作が噛み合い率に与える効果は大きい。
平ギヤのまま(歯幅4mm):
端面噛み合い率 :1.430
重なり噛み合い率:0
総噛み合い率 :1.430
ねじれ角17°を加えると:
端面噛み合い率 :1.430(変わらず)
重なり噛み合い率:0.779(追加)
総噛み合い率 :2.209
→ 噛み合い率が約55%向上
常に2歯以上が噛み合う状態
荷重が複数の歯に分散
→ 静粛性・滑らかさが向上
寸法も歯数も変えずにねじれ角を加えるだけで騒音・振動を抑制できる。これが今回の設計の根底にある発想である。
ただしねじれ角17°を加えたことで接線力の30.6%がスラスト力として軸方向に発生する。これが後述する軸安定化の必要性につながる。
また8Tという少歯数ギヤはアンダーカット限界歯数(17.1T)を大きく下回るため、歯形の再現精度が性能に直結しやすい特性を持つ。
測定システム
構成
| 測定項目 | センサ | 特徴 |
|---|---|---|
| 消費電流・電圧 | INA231(INA226互換・ローコスト版) | 16bit高精度ADC・0.1mA単位 |
| 騒音 | MAX9814(マイクアンプモジュール) | AGC内蔵・自動利得制御 |
| 回転数 | IR赤外線障害物回避センサモジュール | 非接触・高速応答 |
| 測定間隔 | ― | 200 ms |
各センサの特徴
INA231(電流・電圧)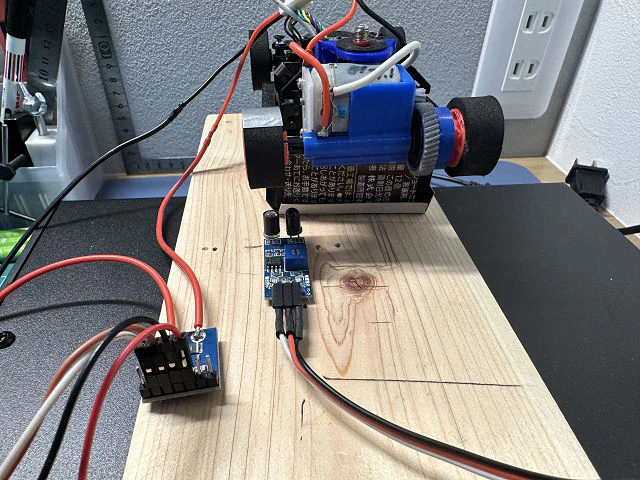
INA226のローコスト版
16bit高精度ADC内蔵
0.1mA単位での電流測定が可能
I2C接続でArduino等から簡単に使える
4.8V固定測定には十分な仕様
INA226と同じ使い方で動作する
MAX9814(騒音)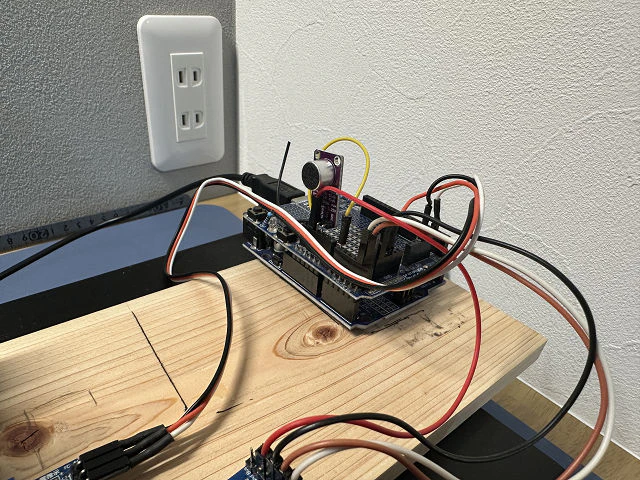
AGC(自動利得制御)を内蔵したマイクアンプICである。利得は40dB・50dB・60dBから選択可能で、音量レベルが変化する環境でも自動的に利得を調整し、クリッピングなく安定した出力が得られる。
AGC内蔵により:
小音量から大音量まで
自動的に利得を調整
59〜67dBという比較的狭い範囲での
微小な変化を安定して捉えられる
動作電圧:2.7V〜5.5V
→ Arduinoに直結可能
注意:MAX9814はAGCの特性上、測定値は絶対的なdB値ではなく条件間の相対的な変化量として解釈することが適切である。 今回の比較分析は同一環境・同一設置位置での相対比較であり、この特性は問題にならない。
IR赤外線障害物回避センサ(回転数)
タイヤに反射マーカーを貼り付け[f:id:kuukinonagare:20260311205847j:plain]
センサがマーカーを検出するたびにパルス出力
1秒間のパルス数をRPMに換算
非接触測定のため:
ギヤの動作に一切影響を与えない
5000RPMでも正確に追従
反射マーカーの材料と取り付け
素材 :チョコレートの袋の内側の銀色部分
(アルミ蒸着ポリプロピレンフィルム)
取付け :両面テープでタイヤ外周部に貼り付け
取付位置:タイヤ(シャフトではなく外周部)
コスト :ほぼゼロ円
これが測定システム全体で最も重要な部品の一つであり、複数の素材を試した結果、最も性能が良かったのがこの素材だった。
チョコレートの袋の内側はアルミを真空蒸着したポリプロピレンフィルムで、表面が鏡面に近い平滑な状態になっている。IR赤外線センサが使用する近赤外線(850〜950nm付近)の波長域で高い反射率を持ち、乱反射が少なくセンサに向けて効率よく反射する。
他の素材との比較(実験的に確認):
アルミホイル :表面の凸凹による乱反射で
検出が不安定
白い紙・白テープ:近赤外線の反射率が不十分
市販の反射テープ:十分な性能だが
コストがかかる
チョコレートの袋の内側:
→ 平滑なアルミ蒸着面
→ 近赤外線を安定反射
→ 薄くて軽くバランスへの影響最小
→ 両面テープとの密着性が良く
高回転でも剥がれない
→ コスト:ほぼゼロ
タイヤ外周への取り付けであるため、ギヤ・シャフトへの加工が不要で、測定のセットアップが極めて簡単である。
シンプルだが本質を捉えた3指標
この3指標を同時に連続測定することが今回の分析の核心である。
- RPM:ギヤの動力伝達効率を直接反映
- mA:モーターの負荷・損失を定量化
- dB:騒音を客観的に数値化(相対値)
単点測定ではなく連続測定であることで、加速過程・定常状態・ばらつきのすべてが記録され、数百点のデータがノイズを統計的に打ち消して真の傾向を浮かび上がらせる。
部品コスト
INA231モジュール :約200〜400円
MAX9814モジュール :約200〜500円
IR赤外線センサモジュール:約100〜200円
合計 :約500〜1,100円程度
この低コストで
0.01mm単位のギヤ最適化が
可能になる
電源:直流安定化電源 4.8V固定
今回の測定で特に重要な要素が電源の安定化である。
設定値:4.8V固定・最大10A対応
4.8Vという電圧の意味
ニッケル水素バッテリー4本直列の公称電圧が4.8Vである。実際の走行条件に最も近い電圧での測定となっており、実用的な意味がある。
電圧固定がデータ品質に与える影響
電池で測定した場合:
測定開始:5.2V → 電圧降下の影響でmAが変動
測定終盤:4.6V → さらに変動
水平拡張の差なのか
電圧降下の影響なのか
区別できなくなる
安定化電源4.8V固定:
全条件・全時間で電圧一定
→ mAの変化は純粋に
ギヤの負荷変化のみを反映
→ 0.01mm単位の差を
検出できる根拠になる
最大電流10Aという余裕も重要で、最大消費電流530mA程度に対して約19倍の余裕があり、電源側の電圧降下・影響がゼロに保たれている。
水平拡張とは何か
スライサーの水平拡張はプリント時の樹脂膨張・収縮を補正するパラメータである。
設計外径(収縮補正後目標値):5.000 mm
水平拡張 −0.05mm(片面)
→ 直径への影響:−0.10mm
→ 実際の出力外径:4.900 mm
→ 歯末のたけ:0.400mm(設計比80%)
片面の設定値が直径では2倍になる点に注意が必要である。
| 水平拡張(片面) | 実際の外径 | 理論外径との差 |
|---|---|---|
| −0.05mm | 4.900mm | −0.100mm |
| −0.06mm | 4.880mm | −0.120mm |
| −0.07mm | 4.860mm | −0.140mm |
設計外径5.20mmに対してプリンターの収縮と水平拡張が重なり、実際の外径は理論外径5.000mmより小さくなる。この実際の外径値に対して軸間距離12.425mmへの最適な噛み合わせを水平拡張で探った。
改善の経緯
① 真鍮パイプによる41T軸の安定化
41Tハスバギヤの軸受け部に真鍮パイプを挿入することで、ねじれ角17°に起因するスラスト力(接線力の30.6%)による軸ぶれを抑制した。
その効果を定量的に確認するため、両条件とも慣らしなし・水平拡張−0.05mm・同一フロー設定で測定を実施した。
最高回転数の比較
| 最高RPM | |
|---|---|
| 真鍮パイプなし | 5,187 RPM |
| 真鍮パイプあり | 5,350 RPM |
真鍮パイプありの方が163RPM(約3%)高い回転数に到達した。
同一RPM域(5,100〜5,200RPM)での比較
同じ回転数帯における消費電流と騒音を比較した。
| データ点数 | 平均mA | 平均dB | |
|---|---|---|---|
| 真鍮パイプなし | 32点 | 462 mA | 66.79 dB |
| 真鍮パイプあり | 46点 | 477 mA | 66.89 dB |
| 差 | — | +15 mA | +0.1 dB |
同一RPM域では真鍮パイプありの方がわずかに消費電流・騒音ともに高い数値となっているが、差はそれぞれ約3%・0.1dBであり測定ばらつきの範囲内と見るのが妥当である。
真鍮パイプの効果の本質
真鍮パイプなし:
最高RPM :5,187 RPM(頭打ち)
同一RPMでのmA:462 mA
同一RPMでのdB:66.79 dB
真鍮パイプあり:
最高RPM :5,350 RPM(+163RPM)
同一RPMでのmA:477 mA(+15mA・誤差範囲)
同一RPMでのdB:66.89 dB(+0.1dB・誤差範囲)
真鍮パイプの効果は「同じ回転数での静粛性・省電力を改善する」ことではなく、**「軸ぶれを抑制することでより高い回転数に安定して到達できる」**ことにある。消費電流・騒音が同等のまま163RPM高い回転数で安定動作できることが、真鍮パイプ挿入の実測による裏付けとなった。
② 印刷方向の最適化
以前は左回り印刷のみで、膨らんだ歯面と細い歯面が接触する異常接触状態だった。印刷方向を改善し膨らんだ歯面どうしが接触する正常接触状態に変えたことで、接触面積が増加し騒音が大幅に改善された。
これにより過去のデータは現在の条件に直接適用できないため、以下の実測は**正常接触状態・真鍮パイプあり・フロー98%**という統一条件で取得している。
実測結果
測定条件の整理
- 水平拡張の最適化比較:真鍮パイプあり固定・フロー98%・膨らみ面どうし接触
3条件の比較
現在の統一条件(フロー98%・真鍮パイプあり・膨らみ面どうし接触)で3種類の水平拡張を測定した。
消費電流(RPM vs mA)
2000 RPM付近での差が最も顕著で、−0.06mmは−0.05mmより約25mA少ない。一方−0.07mmは全域で最も消費電流が多い。
騒音(RPM vs dB)
騒音は外径が小さいほど低い傾向があるが、最大回転数も下がるため単純な比較には注意が必要である。同一RPM域での差は±0.3 dB以内にとどまる。
代表RPMでの比較
数値まとめ
| 指標 | −0.05mm | −0.06mm | −0.07mm |
|---|---|---|---|
| 最大RPM | 5,350 | 5,027 | 4,937 |
| 平均mA | 381 | 374 | 411 |
| 最大dB | 67.0 | 66.3 | 65.9 |
| mA R² | 0.902 | 0.980 | 0.971 |
| dB R² | 0.965 | 0.979 | 0.982 |
最適点の分析
3点の実測データから2次近似により各指標の最適点を求めた。
消費電流(mA)の最小点 → 水平拡張 約 −0.057mm 付近
最大回転数(RPM)の最大点 → 水平拡張 約 −0.069mm 付近
消費電流の最良点と最大回転数の最良点が一致しないことが重要な発見である。
なぜ0.01mmの差がこれだけ影響するのか
8Tという少歯数ギヤが極めて敏感な理由を理論的に整理する。
主な理由
1. 1歯あたりの負担集中
1歯あたりの回転角が45°(41Tの約5倍)のため、わずかな歯形変化が接触応力に大きく影響する。
2. 基準円直径が極めて小さい
基準円直径4.000mmに対して0.01mmは約0.25%に相当し、大径ギヤより影響が比率として大きい。
3. アンダーカット限界近傍
等価歯数9.15Tはアンダーカット限界(17.1T)を大きく下回るため、歯形の僅かな変化で有効歯面積が大きく変化する。
4. ねじれ角17°によるスラスト力の感度
スラスト力が接線力の30.6%と大きいため、外径変化で歯面接触圧が変わると軸方向力バランスが敏感に崩れる。
5. 高回転での動的荷重の増幅
5000 RPMでは1秒間に667回の接触が繰り返される。外径が小さいほど接触が不安定になり、回転数の頭打ちに直結する。
使用条件に合わせた最適値の選択
最適値は使用条件によって異なる。
今回の使用環境(部屋の中・中低速走行)では常用回転数は1,500〜3,500 RPM程度であり、最高回転数(5,350 RPM)を使うことはない。
この条件での各指標を比較すると:
| RPM | −0.05mm mA | −0.06mm mA | 差 |
|---|---|---|---|
| 1,500 | 270 | 275 | +5 mA |
| 2,000 | 326 | 301 | −25 mA |
| 3,000 | 366 | 365 | −1 mA |
| 3,500 | 390 | 390 | 同等 |
実使用域(2,000〜3,000 RPM)では−0.06mmが消費電流で明確に優位であり、最高回転数の差(5,350 vs 5,027 RPM)は実使用上意味をなさない。
最高回転数・トップスピード重視 → −0.05mm
消費電流・電池持ち・発熱重視 → −0.06mm
バランス(推定最適点) → −0.057mm(要実測)
今後の課題
41Tギヤ側の水平拡張最適化
今回は8T側のみを最適化した。41T側の水平拡張を変化させることで以下が期待できる。
- 41T起因の騒音成分の分離・定量化
- 8T×41T組み合わせとしての真の最適点の特定
- さらなる消費電流・騒音の改善
ただし41Tは外径が約22mmと大きいため、8Tほど敏感ではなく0.02〜0.03mm単位での変化が必要になる可能性がある。
まとめ
- FDM 3Dプリント製ハスバギヤでは水平拡張0.01mmの差がRPM・mA・dBのすべてに明確な差をもたらす
- 真鍮パイプによる軸安定化が同一RPM域で消費電流・騒音を維持したまま163RPM(約3%)の回転数向上をもたらした
- 印刷方向(膨らみ面どうし接触)が正常な歯面接触状態の前提条件である
- 消費電流の最適点(−0.057mm)と最大回転数の最適点(−0.069mm)は一致しない
- 最適値は使用回転域によって異なり、中低速主体の使用では−0.06mmが最良
- 測定プログラムもclaudeに作らせて、記事も書かせた。自分はclaudeに命令して測定しただけ。
測定環境
| 項目 | 内容 |
|---|---|
| 電流・電圧センサ | INA231(INA226互換・ローコスト版) |
| 騒音センサ | MAX9814(マイクアンプモジュール・AGC内蔵) |
| 回転数センサ | IR赤外線障害物回避センサモジュール |
| 測定間隔 | 200 ms |
| フロー設定 | 98% |
| 41T軸安定化 | 真鍮パイプ |
| 印刷方向 | 膨らみ面どうし接触 |
| dB値の解釈 | 相対値(同一環境での条件間比較) |
| 電源 | 直流安定化電源 4.8V固定(最大10A) |
データと分析の継続により、より精度の高い最適化が可能になります。
claudeを使うことにより、楽に短時間で記事がかけました。これからはAIを使いこなせないと生き残れないと実感した。