生産管理に関連する組織構成要素
- 生産管理モジュールに関連する組織構成としては、プラント、保管場所があります。
- 各組織構成要素は、カスタマイズ(パラメータ設定)において定義されるとともに、互いの組織構成要素の紐付関係も定義します。
・ 会社コード : プラント = 1 : N
⇒ 1つのプラントが複数の会社コードに割り当たることはありません。
・ プラント : 保管場所 = 1 : N
⇒ 1つの保管場所が複数のプラントに割り当たることはありません。
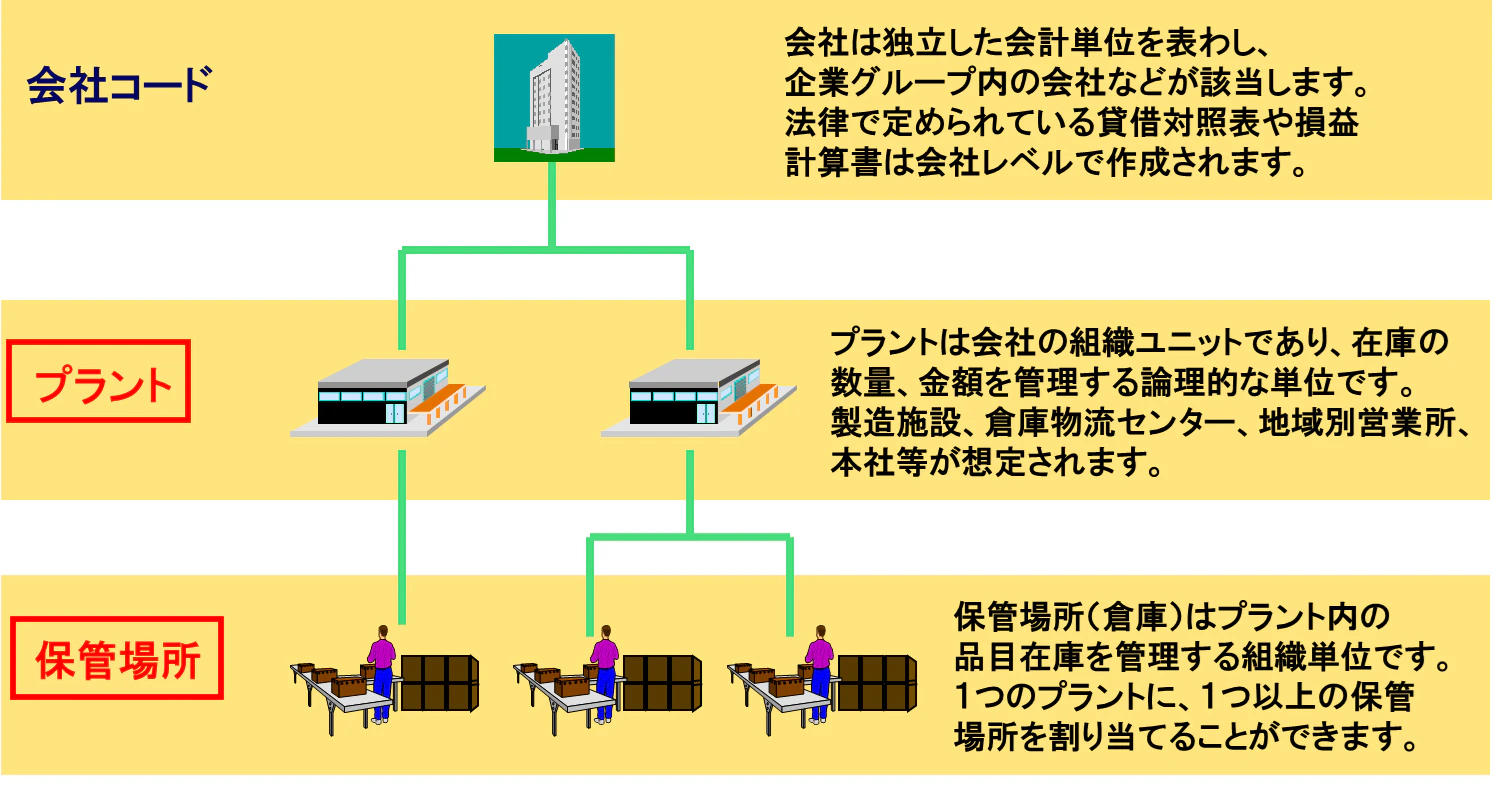
会社コード

- 1つの独立した法人を「会社コード」で管理します。
- 会社コードごとに総勘定元帳を管理し、貸借対照表、損益計算書が作成されます。
- プラントは必ず1つの特定の会社コードに紐付きます。
- この設定によって、プラントにおけるロジスティクス活動で発生する会計データがどの会社コードへ反映されるかを決定します。
プラント

- プラントは、生産管理(PP)モジュールに限らず、ロジスティクス全体で最も重要な組織の1つです。
- SAP ERPでは、工場などの生産拠点、倉庫、資材物流センター などをプラントとして定義します。
- 生産計画(計画独立所要量)は、品目コード+プラントの単位で投入します。MRP実行もプラント単位で行います。
- 在庫/購買管理(MM)モジュールにおける購買依頼や購買発注においてもプラントの指定が必要になります。
- 在庫管理の観点では、在庫の「金額」、「数量」を管理する単位です。⇒同じ品目でも異なるプラントで異なる原価をもつことができます。
- 調達計画、在庫管理、生産計画、MRP等に関するカスタマイズ(パラメータ設定)はプラントごとに設定するものが多数を占めます。
- 品目マスタにおいてもデータを切り分けるキー情報としてプラントを使用します。
- 生産管理(PP)における主要なマスタ(品目、BOM、作業区、作業手順)は、すべてキー情報にプラントが含まれます。
- 上記のように、様々なデータの管理単位、処理単位になることから、プラントの設定は、ロジスティクス全体の管理単位を考慮して決める必要があります。

- 上記は、同じ品目でも異なるプラントで異なる原価をもつことができることの一例を示した図です。
- 千葉工場では、ねじを単価@\80で調達します。一方、群馬工場では、同じねじを単価@\75で調達します。
- 必要とする場所(納入する場所)、つまり、プラントごとで異なる原価を管理することができます。上記例の場合、プラントを工場としていますので、工場ごとに同じ品目を異なる原価で管理することが可能です。
- 品目原価は、品目マスタに品目コードとプラントの組み合わせで値を設定します。
保管場所

- 実際に在庫が置かれている場所を保管場所として定義します。
(例えば、製品倉庫、資材置き場) - 保管場所は、1つの特定のプラントに割当てます。(プラントの下位構成要素となります。)
- 在庫数量は、プラントとさらにその下位の保管場所ごとに管理されます。
在庫品の在庫移動(入出庫)は常に保管場所を指定して行われます。
保管場所を定義しないと在庫品を入出庫したり、在庫数量把握することはできません。 - 在庫金額はプラントレベルで管理されるため、保管場所ごとに管理されることはありません。
生産管理におけるおもなマスタデータ

- 生産管理で使用する主要マスタとその関連性を表しています。
- 品目マスタ
販売、生産、調達、保管するすべての品目を一元管理するマスタです。
部品表(BOM)マスタ、作業手順マスタを登録するうえで、前提となります。 - 部品表(BOM)マスタ
製品、半製品等の自社内製品の親品目と、それを構成する子品目との構成情報を管理します。 - 作業手順マスタ
製品、半製品等の自社内製品の製造工程情報を管理します。
作業内容、作業順序、処理時間(標準時間)、実行する作業区等が定義されます。 - 作業区マスタ
プラント内において製造作業や活動が行われる場所を管理します。
作業手順マスタの各作業に割当てます。
作業の日程計画、能力計画、原価計算の属性情報、計算方法を定義しています。
品目マスタ

- 品目マスタは、生産管理部門だけでなく、ロジスティクスすべての部門で使用されます。
- 1つの品目について、各部門で別々の品目マスタをもつのではなく、複数部門共通で1つの品目マスタをもちます。(データの重複を避けて、部門間で品目を統合管理します。)
- ロジスティクスプロセスに関連するデータとしては、例えば、次があります。
・ 発注のための、購買管理データ
・ 在庫数量を管理するための、在庫管理データ
・ 在庫評価のための、会計管理データ
・ 資材所要量計画(MRP)のための、MRPデータ - 例えば、 MRPデータは「生産計画担当部門」で、購買管理データは「購買部門」で管理するというように、データの種類によって、マスタを管理する担当部門が異なることがあります。
- 担当部門によって管理対象とする項目が異なる場合を想定して、SAP ERPの品目マスタは、ビューと呼ばれる区分で品目マスタを分けて管理できるようになっています。

- 担当部門によって管理対象とする項目が異なる場合を想定して、SAP ERPの品目マスタは、ビューと呼ばれる区分で品目マスタを分けて管理できるようになっています。
- 品目マスタには、上記のようなビューがあります。
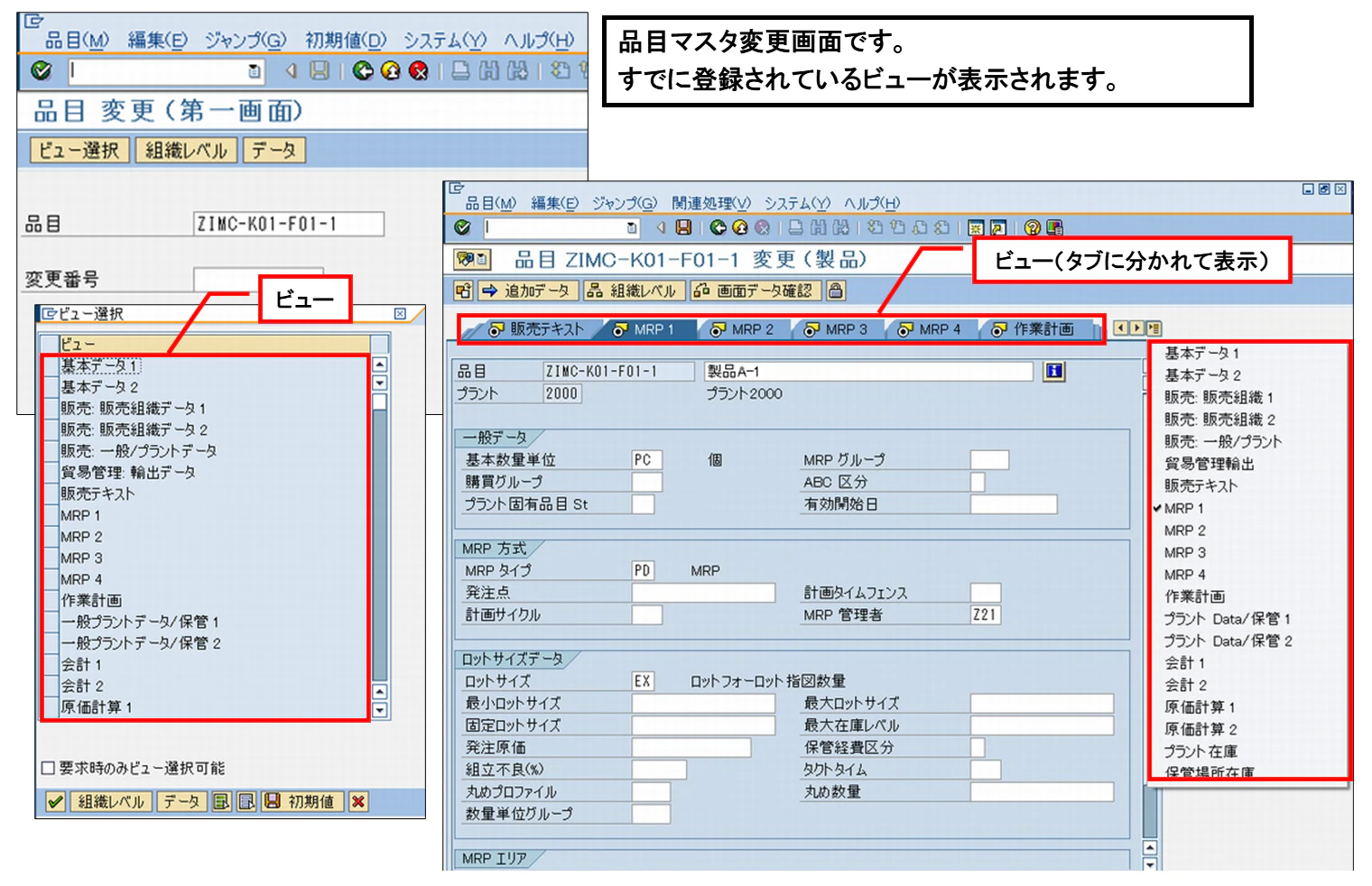
- 上図は、品目マスタ変更画面(MM03)です。
- 品目を変更しようとすると、すでに登録済のビューが表示されて、どのビューのデータを変更するかを選択します。
- 品目マスタの画面では、各ビューがタブと呼ばれる画面に分かれて表示されます。

- 品目マスタは、データの管理単位に応じて、複数の組み合わせ単位(キー情報)でデータをもちます。(「品目コードのみ」で決まるデータ、「品目コード+プラント」で決まるデータ、「品目コード+プラント+保管場所」で決まるデータ)
- 品目コード、品目テキスト、品目グループ、基本数量単位等は、企業グループ全体で共通のデータとして、1品目について、1つだけもちます。
- 品目には組織によって異なるデータもあります。
- 例えば、工場ごとに在庫評価額(原価)は異なったり、MRPの制御内容が異なったりすることがあります。この場合のように、組織によって異なるデータについては、組織別にデータを持つことができる仕組みになっています。
- プラント単位にもてるデータ(品目コード+プラントの組み合わせで決まるデータ)として、次のようなものがあります。
・購買管理データ、 ・MRPデータ、 ・作業計画データ、 ・会計管理データ - また、特定の保管場所レベルでもつデータ(品目コード+プラント+保管場所の組み合わせで決まるデータ)として、棚番 等があります。
- 例えば、あるプラントで必要となる品目の購買発注伝票を登録する場合、該当の品目に対して、プラントの購買管理データが登録されていないと、発注を行うことができません。あるプラントで必要となる品目に対してMRP計算するためには、MRPデータが必要です。

- 品目マスタのうち、生産管理に特に関連のある主要項目です。
部品表(BOM)マスタ
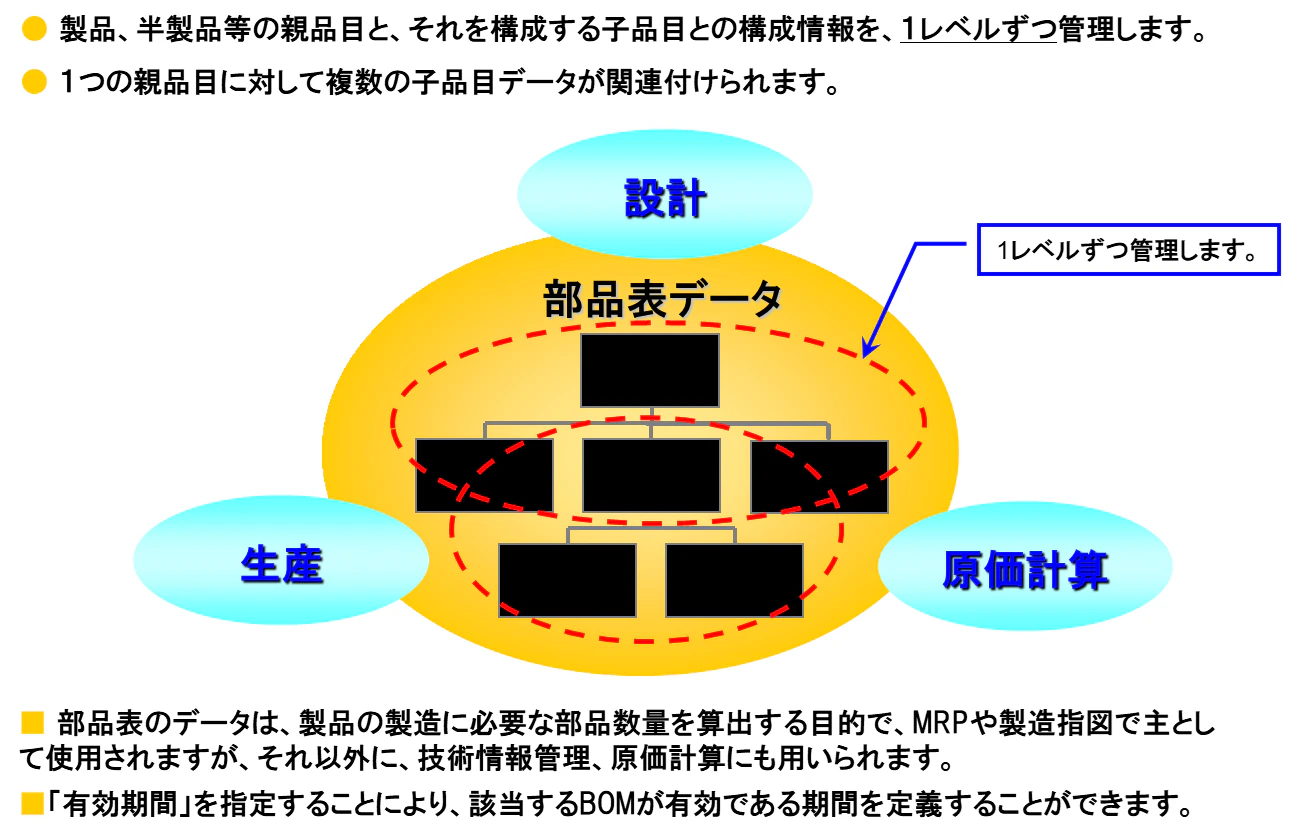
- 製品、半製品等の親品目と、それを構成する子品目との構成情報を1レベルずつ管理します。
- 1つの親品目に対して複数の子品目データが関連付けられます。
- 部品表のデータは、製品の製造に必要な部品数量を算出する目的で、MRPや製造指図で主として使用されますが、それ以外に、技術情報管理、原価計算にも用いられます。
- 「有効期間」を指定することにより、該当するBOMが有効である期間を定義することができます。

- 上図は、部品表(BOM)の画面です。
- 品目
製品、半製品 等の親品目コードを入力します。 - プラント
部品表は、品目+プラントをキー情報としています。同じ品目でもプラントが異なれば、異なる構成をもつことができます。逆に、親品目に対する構成品目が、すべて同じであっても複数プラントで使用する場合は、複数プラントに同じ構成のBOMを登録する必要があります。 - BOM用途
BOMの使用目的です。生産で使用する場合、つまり、MRP展開や製造指図で使用する場合、’1’(生産)を選択します。他に使用目的によって、「設計」、「原価計算」等が用意されています。 - 明細カテゴリ(ICt)
当該構成品目が在庫から払出されて製造工程へ投入される場合、’L’(在庫品目)を指定します。 - 構成品目/数量
親品目に対する子品目(構成品目)の品目コードと数量を入力します。 - Asm
当該構成品目の下位にさらに構成品目が存在している場合、チェックオンになります。(当項目は照会のみ(変更不可)) - 有効開始/終了日
構成品目の有効開始日/終了日です。MRPでの部品表展開や製造指図でのBOM読込みには、有効期間が確認され、有効な構成品目のみが処理されます。
作業区マスタ
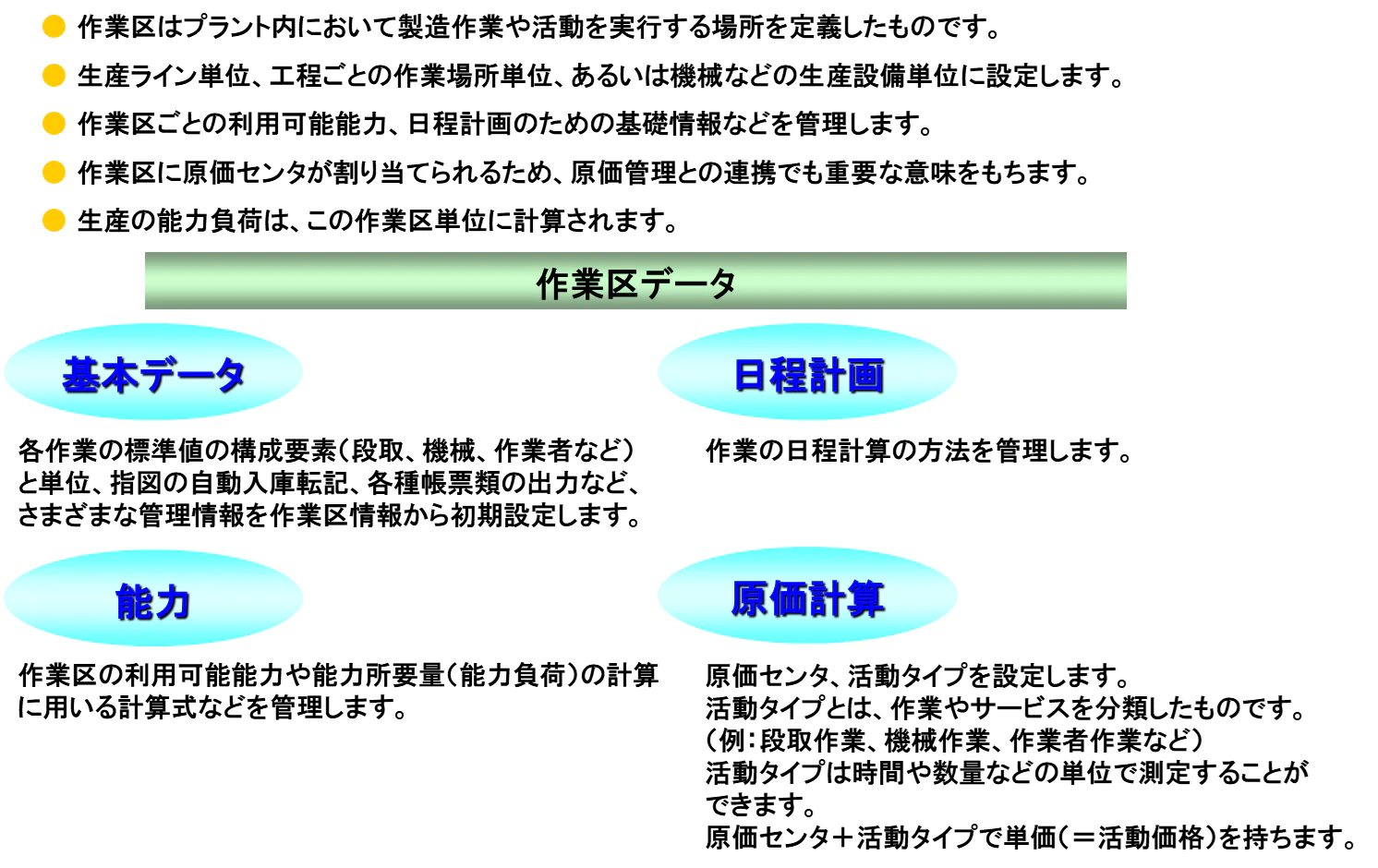
- 作業区はプラント内において製造作業や活動を実行する場所を定義したものです。
- 生産ライン単位、工程ごとの作業場所単位、あるいは機械などの生産設備単位に設定します。
- 作業区ごとの利用可能能力、日程計画のための基礎情報などを管理します。
- 作業区に原価センタが割り当てられるため、製造原価管理との連携(管理会計(CO)モジュールとの連携)においても重要な意味をもちます。
- 生産の能力負荷は、この作業区単位に計算されます。
- MRP、製造指図登録時に、日程計算、能力所要量(能力負荷)計算が行われますが、この計算の際の計算式は作業区に組み込まれています。
- 製造指図登録時に計画原価が計算されます。また、製造指図への作業実績計上時に実績原価が計算されます。この計算の計算式も作業区に組み込まれています。
- 日程計画計算、能力負荷計算、製造における計画原価計算の計算式(計算方法)が定義されているのが作業区マスタで、これらの計算式で使用する値を保持しているのが、次で説明する作業手順マスタになります。
作業手順マスタ

- 製品、半製品等の内製品の製造作業情報(内製工程情報)を管理します。
- 1件の作業手順ヘッダに対して、複数の作業明細データをもちます。(作業手順マスタは、ヘッダデータと各作業明細データから構成されます。)
- 作業内容、順序、処理時間(標準時間)、実行する作業区、各作業において必要な構成品目が定義されます。
- 作業手順の雛型として、あらかじめ参照作業手順を定義しておくことも可能です。
- 作業手順は、MRP、製造指図登録時に読み込まれて、日程計算、能力所要量(能力負荷)計算、原価計算に使用されます。(各種計算処理における計算式そのものは、各作業ごとに割当てられている作業区内に保持しています。)