概要
この記事は、学ロボAdvent Calendar 2023の3日目の記事です。
弊チームでは、はんだ付けについて、作業しながらその場で教えていくような技術伝達の方法になっており、体系的に資料はありませんでした。この記事ではそれをまとめます。(なので初心者向きです)
作業についての記事なので、各チームでいろんなやり方があると思いますが、参考の1つにしてもらえればと思います。
目次
- はんだ付けとは
- 目指す形、ぬれについて
- こて先の種類
- 周辺器具
- メンテナンス方法
- リフローのやり方
はんだ付けとは
はんだ付けとは、「金属と金属を接合するのに、はんだ合金を用いて母材を溶融させないで接合する方法」であり、ろう接一種です。ろう接は、母材の融点より低い融点をもつ金属で母材を溶融しないで接合する方法で、接合に用いる金属の融点が 450℃以上 のときをろう付け、 450℃未満 のときをはんだ付けといいます。
簡単に言うと、
2つの金属を溶かした違う種類の金属を使って電気的、物理的に接続させる方法
です。
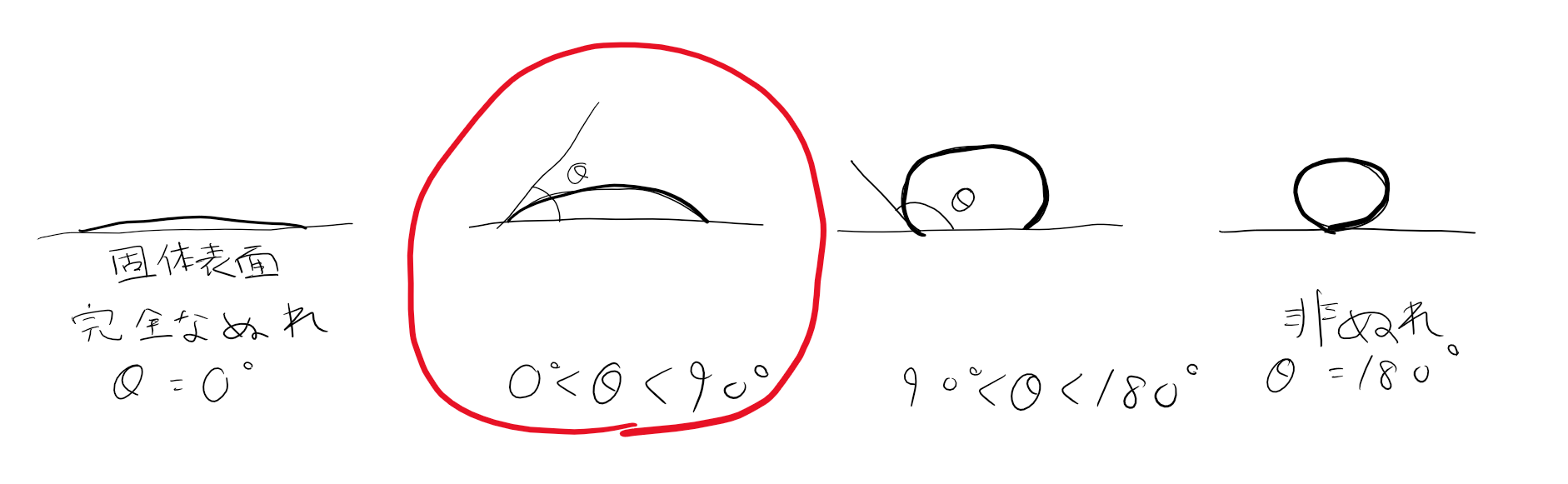
目指す形、ぬれについて
ぬれている状態とは、横から見たときの接触角が90度以下のときです。(分野的には界面化学です)
以下のように4つに分けたとき、赤く丸を付けたのが目指す状態です。
こちらのページ(https://www.rs-components.jp/techinfo/techmame/mame_200708.html)
で紹介されているような、山の形が理想なので参考にしてください。

こて先の種類
こて先の種類の紹介です。使いやすいものを選んで使ってください。B,I、D、BC、C型あたりがロボコンでよく使用するものだと思います。以下のページで詳しく説明されているので、選ぶ際の参考にしてください。
B型
円錐型の最も一般的なものです。おそらくはんだごてを購入して最初についているのはB型のことが多いと思います。
I型
先端が細い円錐型のこて先で、0604以下のチップ素子や細かなICのはんだ付けだと便利です。
D型
マイナスドライバーの様な形のこて先で、面の部分と線の部分があります。
J型
B型とI型の先端を曲げた形のこて先で、通常のB型とI型の使い方の他に曲がっている部分を面として使えます。
BC型
円錐を斜めにカットした形です。
C型
円柱を斜めにカットした形です。
K型
ナイフ型で、線・面・点の3つの部分があります。
BCF型
円錐を斜めにカットした形で、はんだめっきが先端の面とその近くのみにある。
BCM/CM型
BC/C型のカットされた面にくぼみがあるこて先です。くぼみ部分ではんだを吸うことでブリッジ部分を修正できます。
周辺器具
はんだ
有鉛はんだと鉛フリーはんだがあり、鉛フリーはんだの方が融点が高くはんだボールができやすいです。鉛は人体に有害な物質ですが、ロボコンで使用するレベルならほとんど影響は無いはずなので有鉛はんだでいいと思います。
こて台
必須。無い人は絶対に買え。以下の様にクリーニングワイヤと一体になっているタイプがおすすめです。

クリーニングワイヤ
こて台の画像に写っている金たわしのようなものです。スポンジと違ってこて先の温度を下げずにクリーニングをすることができ、こて先の劣化を防ぐことができます。また、ワイヤの表面にフラックスが塗られているので、快適にはんだ付けすることができます。ロボコンだとほぼこっちで事足りると思います。
スポンジ
スポンジは濡らして、水が落ちないくらいまで絞って使います。画像の様に溝がある場合はそこを使って汚れを落としますが、こて先の温度が低下してしまいます。
太いこて先を使う場合はクリーニングワイヤでは不足するらしいですが、ロボコンではあまりそういう物を使う機会は無い気がします。
フラックス
基板上のランドの酸化膜を除去したり、はんだのぬれ性を向上させます。「ヤニ入りはんだ」というものはフラックスが中に入ったはんだのことなので、別途塗らなくてももともと入っていますが、はんだの拡がりがよくないと感じた時は積極的に使っていいと思います。
ちなみに、鉛フリーはんだが有鉛はんだよりもはんだボールができやすいのは、有鉛はんだよりもこて先の温度が高い温度で作業するので中に入っているフラックスが気化してしまうからです。
アセトン
フラックスを使った後は基板がべたついてしまいますが、これはアセトンで除去できます。フラックスの除去剤もありますが、薬局で売っている除光液でも十分取れるのでそれでいいと思います。
ケミカルペースト
こて先の酸化物を除去してこて先にはんだが乗りやすくなるようにします。はんだ乗りが悪いなと思ったら使ってみましょう。熱い状態のはんだごてをここに突っ込んでぐりぐりします。かなり臭いので使うときは換気するのを勧めます...


ヒートガン
文字通り熱い風が出ます。良いものだと風の強さ、温度を調整でき、表面実装の素子の位置を調整するときによく使います。熱したいものから離れると露骨に温度が下がりますし、熱しすぎも素子が壊れる原因なので、近い距離でなるべく短い時間使用するのがいいと思います。ペン型のものもあって、基板での実装に使うときはこっちの方が使いやすいです。
メンテナンス方法
はんだごての使い方の流れは以下の3段階です
- クリーニングワイヤでこて先の汚れを除去
- はんだ付けする
- こて先にはんだ盛る
まず、使い始めの時は1.クリーニングワイヤでこて先の汚れを除去します。

その後、適当なタイミングでクリーニングしながらはんだ付けします。
使い終わったらこて先にはんだを盛っておきます。こうすることでこて先の酸化を防ぎます。

余談ですが、机の上に端材の木を置いてその上で作業すると机を汚さなくていいし、ヒートガンで焦げたりもしないのでおすすめです。少し姿勢も上向きになって腰への負担も小さくなります。
はんだ付けのやり方
詳しいやり方はYoutubeなどで動画があると思うので調べてみてください。
主なステップは、
- ランドと付けるもの(リード線など)を同時に加熱する。
- はんだを送る
- はんだを離す
- こてを離す
です。
ランド、リード線を熱することで表面の酸化膜を除き、はんだがのるようにしています。
また、はんだ線を離した後はすぐにこてを離すようにしましょう。
リフローのやり方
リフローはクリームはんだを塗った上に素子を乗せ、基板を加熱することではんだ付けする方法です。
素子の密度が大きくなったり、量産が必要な場合に使用することが多いです。
リフローにはステンシルが必要ですが、基板を発注する際にオプションで注文することが可能です。
ます、下図の様なクリームはんだ(注射器タイプもありますがここでは省略します。)を綿棒などでこね、ステンシルを被せた基板の上に塗ります。不要になったポイントカード(堅め)などを使って伸ばし、全体に拡がったら素子を乗せて熱します。素子によっては熱しすぎが動作不良の原因になるので、温度特性を確認しておきましょう。
詳しい手順は各自調べてください。
熱する方法として一番良いのはリフロー炉を購入することですが、ホットプレートで代用されることが多いです。また、風量を調節できるヒートガンでも一応行うことができます。
