3Dプリンタ(MakerBot Replicator 5th Generation)の書き出し失敗に関する割とアナログな要因について書き留めます。
1-1.フィラメントを引っ張る力の不足
フィラメントの残量が少なくなればなるほど、リールに回転が求められ、フィラメントを引っ張る力がより強く必要とされます。
私は純正のPLAフィラメントを使用していますが、決まってフィラメント残量が3分の1くらいになるたびにリールの抵抗力に負け、書き出しに失敗してしまいます。
フィラメントを引っ張る力が不足し始めた時には「カッカッ」という独特な音が鳴るのでわかりやすいです。
1-2.解決方法
- プリント中に少しずつリールを手で回し、フィラメントを緩める。
- 新しいフィラメントに取り替える
1については緩めすぎても絡まってしまうため注意するほか、プリント中は常に見守らなければならないため、数時間かけてプリントするモデルの場合は困難です。
夜にプリントをスタートして安心して朝を迎えたい場合は、あらかじめ新品に交換しておいたほうが無難です。

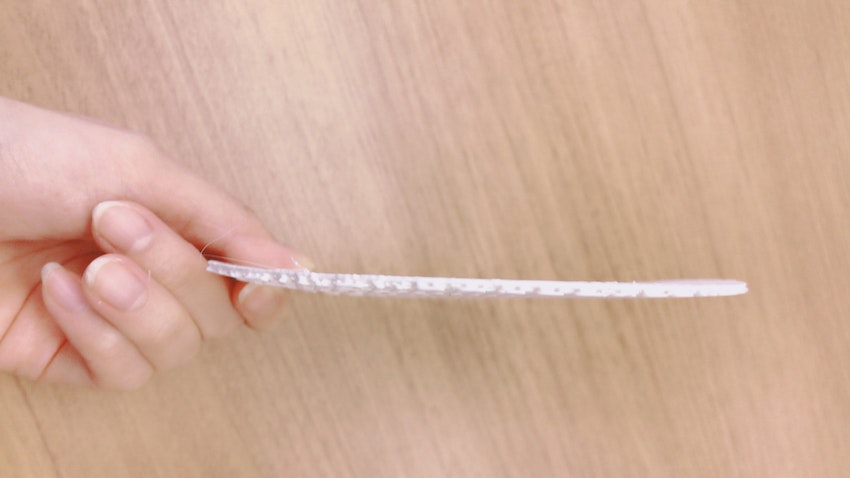
↑フィラメントを取り出して、手動で緩めます。外にむき出しにしておいたほうが、リールがちゃんと回転している気がする…
(※出しっぱなしは推奨しません)
グリップ力による送り出し不良についてはこちらのページでも細かく触れられていましたのでご参照ください。
2-1.プラットフォームシートに接したフィラメントの短時間湾曲
モデルが地面に対して接し面が広く、特に大きめのモデルを書き出している際に発生しました。
土台のフィラメントが冷えて収縮する際、フィラメントの射出方向に沿って反りあがりやすくなるようです。
反り上がった部分はノズルを押し上げてぶつかるようになり、ゴリゴリと音を立てて物理的な衝突を繰り返したのち、フィラメントがうまく射出できなくなって停止→失敗となります。
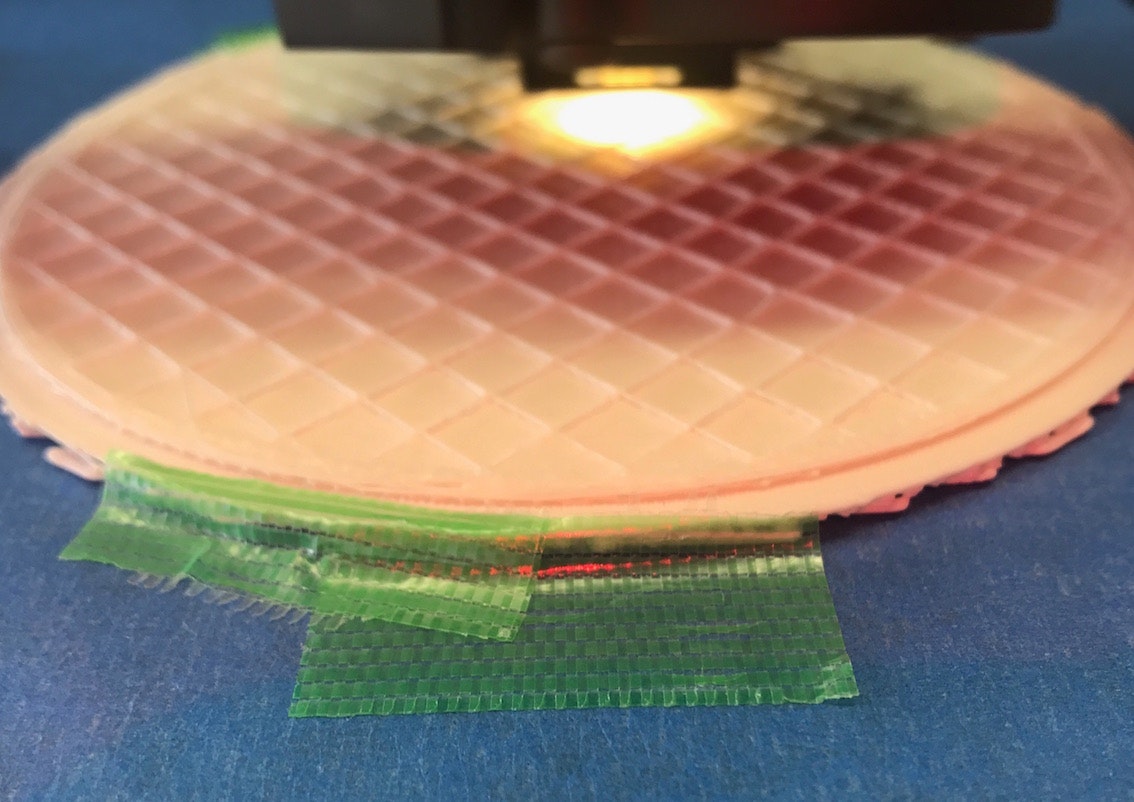
↑シートから剥がす前にすでに湾曲していました
プリントが終わったあと本体を引き剥がすと、プラットフォームシートに、プリント前にはなかった気泡ができていることが偶にあります。
綺麗に貼ったはずなのに何故?と思っていたのですが、食いついたフィラメントごと引き剥がされシートが浮いたため生じているようです。
何度やっても同じようなタイミングで書き出し不良が生じるため、初めはモデルデータに問題があるのではと考えていたのですが、3Dプリンタにかじりついて観察していたところ、プリント中に土台のフィラメントがだんだんと湾曲していることに気が付きました。
面が広ければ広いほどフィラメントが冷えて収縮するタイミングに差が生じ、厚みがないため歪みやすいと考えられます。
ABSフィラメントや非純正フィラメントで反りが起こりやすいとは聞いていましたが、純正PLAでも起こりうることが分かりました。
2-2.解決方法
- 土台の浮き上がってくる箇所を固定する
- 土台(Raft、ラフト)を広めに設定する
- 土台(Raft、ラフト)なしの設定で書き出しする
1は土台が浮き上がってくることに気付いたタイミングで行った突貫工事でしたが、気休めでも固定したおかげでプリントがここで止まらず無事に先に進んでくれました。
3はあまり推奨されていないため剥がす際に難しいかもしれず、対策としては反っても本体に支障が及ばないように2が安全かと思われます。
時間を短くすればいいじゃん、とも一瞬考えたのですが造形時間を短く速くするとノズル内の圧力が高まり、射出不良になりやすいとのことです。
参照ページはこちら
3.終わりに
書き出し失敗でよくあるフィラメント詰まりは、事前にフィラメントをloadしてしっかり溶かしてあげることで回避できます。
他にも、プリンタとフィラメントによってそれぞれ相性があるようなので、温度設定なども適正か確認してください。
つきっきりで3Dプリンタのそばにいる場合は、しっかり換気しましょう。